三菱plc編程案例
海藍機電擁有專(zhuan) 業(ye) 的plc編程技術,三菱變頻器和伟德登录地址等產(chan) 品都有應用;為(wei) 了更好的服務廣大用戶,就為(wei) 大家解說一個(ge) 案例。這次介紹M代碼功能,又稱“M代碼輸出功能”,提到它可以實現軸1定位完成後自動啟動軸2定位,軸2定位完成後又可以自動啟動軸1定位。
實際上,“M代碼輸出功能”是用於(yu) 執行正在進行的定位數據相關(guan) 的輔助作業(ye) (夾緊、鑽頭旋轉、工具更換等)的指令的功能。
相當於(yu) 說,當某個(ge) 軸在執行定位的同時,需要啟動其他輔助動作的話,可以通過該軸輸出一個(ge) 信號,就是M代碼,來啟動其他輔助動作。
接下來將通過一個(ge) 簡單編程實例來展示一下M代碼的使用方法。 首先需要說明的是,在簡易運動控製模塊的參數裏,可以看到一個(ge) Pr.18的參數與(yu) M代碼相關(guan) 。這個(ge) 參數是“M代碼ON信號輸出時機”,並可以看到有“WITH模式”及“AFTER模式”兩(liang) 個(ge) 選項。
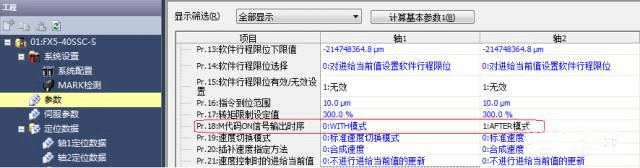
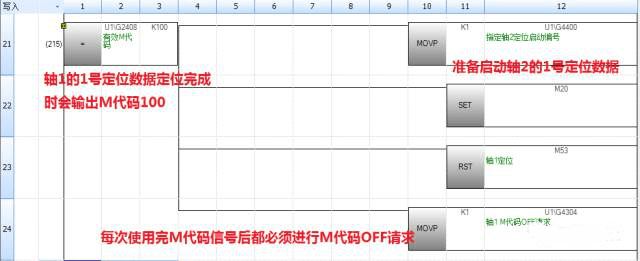
簡單來講,WITH模式指的是M代碼信號是在該軸定位啟動時輸出的;AFTER模式指的是M代碼信號是在該軸定位完成時輸出的。 比如本文開頭提到的軸1定位完成之後自動啟動軸2定位,就可以通過軸1的M代碼用AFTER模式來輸出信號啟動軸2定位,即
軸1定位完成---M代碼輸出---軸2定位啟動
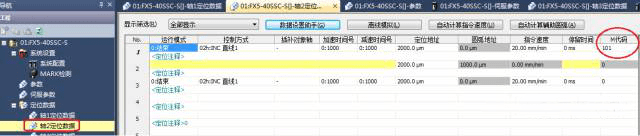
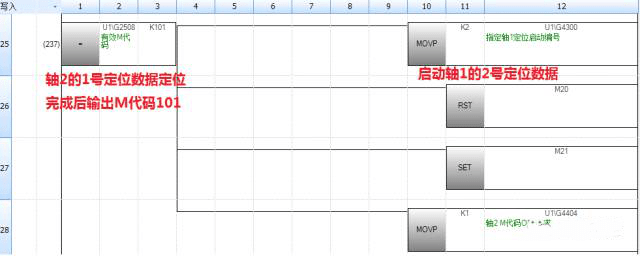
其次,在定位數據的最後一列,就是設置M代碼的地方,每一個(ge) 定位數據都可以設置一個(ge) M代碼,M代碼可以在1-65535中任意設置一個(ge) 整數(設為(wei) 0則表示不使用),同一軸的定位數據裏,M代碼不要設為(wei) 一樣,不同軸之間則無所謂。比如,在本例中,軸1定位數據1的M代碼設置為(wei) 100,定位數據2的M代碼設置為(wei) 102。 為(wei) 了在程序中不混淆,軸2定位數據1的M代碼設置為(wei) 101。

一大波程序截圖正在來襲……
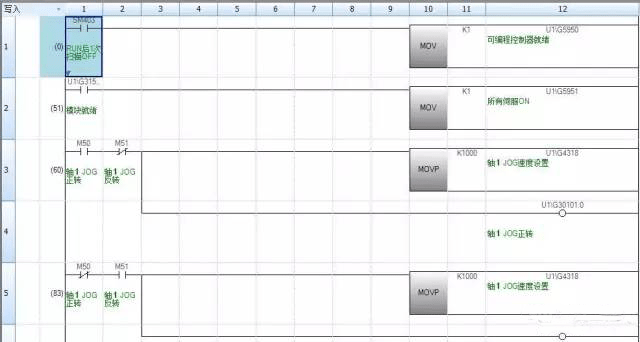
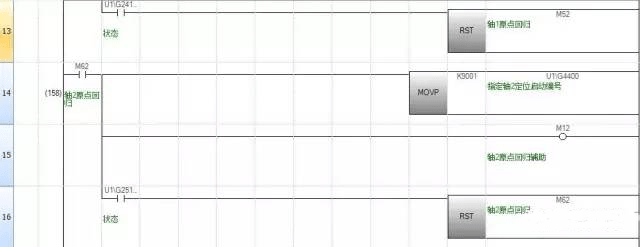
前麵這些都是準備工作。
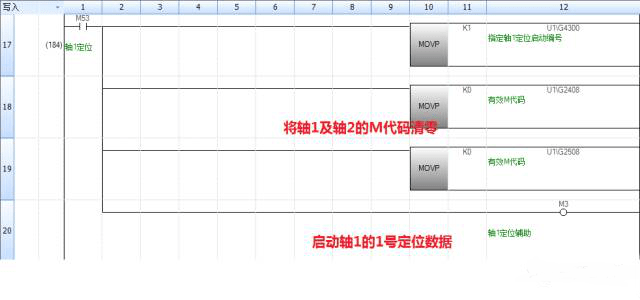
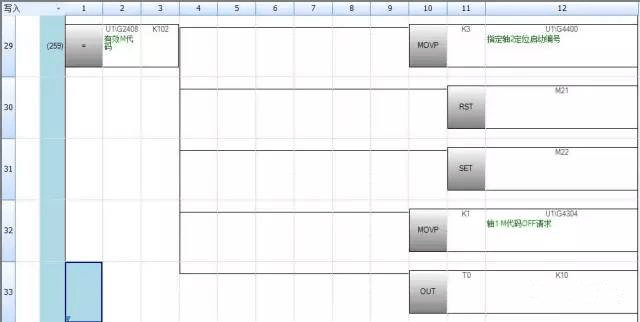
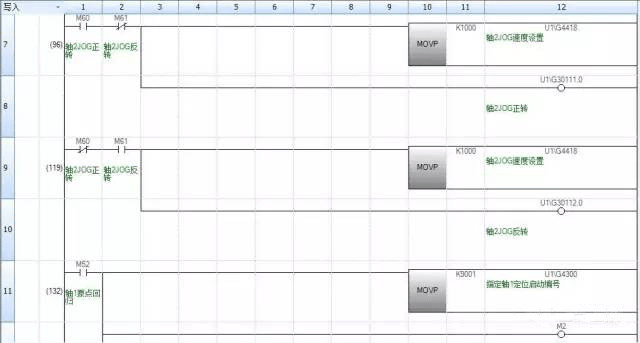
上麵使用了很多中間繼電器,都是定位啟動信號
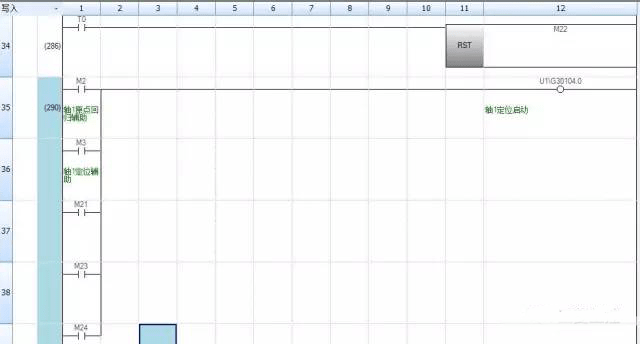
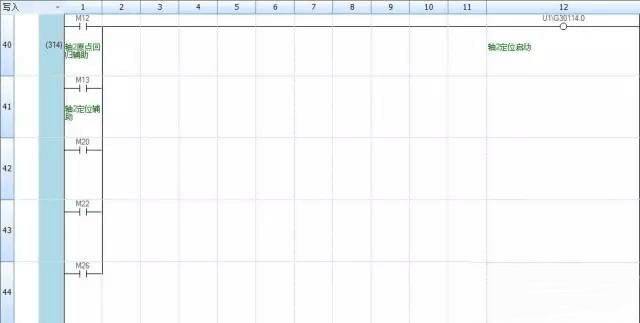
以上程序便可完成軸1定位完了之後切換軸2,軸2定位完之後切換軸1...及軸2的插補動作了。
希望對您能有所幫助。更多精彩實用的三菱plc技術資訊,請訪問海藍機電官網!
評論信息