伟德登录地址應用案例:華南某企業對其紙尿褲生產線升級改造
1、 環境背景
隨著科學技術進步和人民生活水平提高,市場對嬰兒(er) 紙尿褲的需求不斷增加,使之出現求大於(yu) 供的局麵。正是由於(yu) 出現了這樣的商機,一些過去采用機械傳(chuan) 動式嬰兒(er) 紙尿褲生產(chan) 線機的設備製造廠改機械傳(chuan) 動為(wei) 伺服控製係統以提高設備的生產(chan) 效率;還有一些過去生產(chan) 餐巾紙,護墊的設備製造商紛紛投資製造嬰兒(er) 紙尿褲生產(chan) 線機.華南一家機械設備製造商就屬於(yu) 後者。
嬰兒(er) 紙尿褲產(chan) 品分為(wei) : 大碼、中碼、小碼,其長度從(cong) 385mm到550mm不等。設計速度為(wei) 200m/min,生產(chan) 節拍為(wei) 400pcs/min,裝機容量為(wei) 260kw,精度為(wei) ±1mm。該機的傳(chuan) 動和控製係統采用三菱的變頻器、伺服放大器和Q02HPLC、Q173CPU及Q172CPU運動控製器。
2.1主要工藝過程
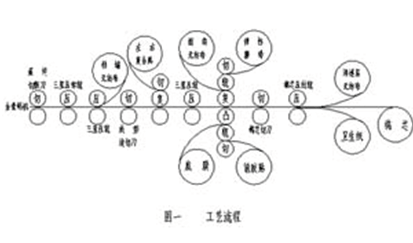
嬰兒紙尿褲生產線機主要設備由以下組成: 8套開卷裝置、 8台複合輥和壓輥、6台切刀輥及折疊和疊碼裝置.其工藝流程如圖1所示。
按照具體(ti) 功能劃分它們(men) 是:
一 開卷裝置
① 導流無紡布開卷
② 衛生紙開卷
③ 彈性腰帶開卷
④ 底膜開卷
⑤ 前膠貼開卷
⑥ 麵料無紡布開卷
⑦ 複合貼開卷
⑧ 擋牆無紡布開卷
二 刀具總成
① 棉芯切刀
② 彈性腰切刀
③ 前膠貼切刀
④ 複合貼切刀
⑤ 成型邊切刀
⑥ 成型終切刀
三 複合輥和壓輥
① 棉芯壓紋輥
② 三星壓合輥 1
③ 三星壓合輥 2
④ 三星壓輥牽引
⑤ 導流無紡布、衛生紙、棉芯複合輥
⑥ 麵料無紡布、彈性腰複合輥
⑦ 前膠貼、底膜複合輥
⑧ 左右複合貼複合輥
開卷裝置將生產(chan) 紙尿褲需要的各種材料依序輸送至主加工線, 切刀輥則按產(chan) 品的規格剪切成各種形狀尺寸,經複合輥和壓輥及最終切斷刀完成嬰兒(er) 紙尿褲產(chan) 品加工.最後經折疊、疊碼包裝入袋
。
2.2 硬件組成
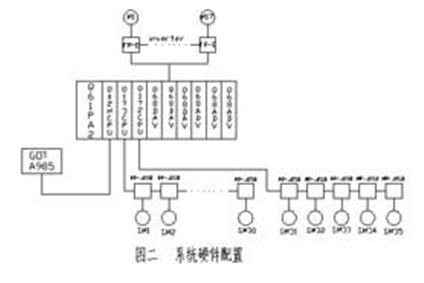
係統開卷裝置的傳(chuan) 動設備采用三菱FR-540E變頻器; 切刀輥、複合輥和壓牽輥、輸送輥等設備采用三菱J2S-B伺服大器.基礎自動化采用Q02HPLC、Q173和Q172CPU運動控製器組成的多CPU係統.人機界麵采用三菱GOT985完成參數設置、係統監控、啟動、停止等.其硬件配置如圖2所示.
Q02CPU控製17軸變頻器,Q173CPU控製生產(chan) 加工30軸伺服電機,Q172CPU控製包裝設備5軸伺服電機.
按工藝要求35軸伺服電機和17軸變頻異步電機必須同步。16台開卷裝置獨立傳(chuan) 動,兩(liang) 台為(wei) 一組恒張力自動換接料;6套切刀輥相位要嚴(yan) 格一致;8套複合輥和壓合/牽輥及輸送輥等線速度完全相同;包裝設備位置控製和開卷裝置張力控製節拍匹配;才能確保產(chan) 品的一致性、重複性及精度。該設備集相位控製、速度控製、位置控製、張力控製為(wei) 一體(ti) 。
2.3 Q—Motion
Q173和Q172是繼A係列運動控製器的更新換代產(chan) 品。Q173可控製32軸;Q172可控製8軸,程序執行周期(SV22 4軸)僅(jin) 為(wei) 0.88ms,是以往的1/4。 Q173和Q172CPU單元具有運動控製和事件處理的64位RISC處理器,能高速度完成高精度計算和大量數據通訊。具有多軸插補、速度控製、凸輪定形、軌跡控製等多樣運動控製功能。SSCNT伺服總線傳(chuan) 輸速度為(wei) 5.6Mbps,發送周期0.88ms,確保同步精度和速度/位置的控製精度。Q173和Q172兼容MELSEC-Q係列PLC-CPU,進行高速順序程序的處理 。Q02HCPU是多CPU係統的主控CPU。
係統軟件:
傳(chuan) 輸裝配軟件SV13:提供:線性插補(1-4軸)、圓弧插補、螺旋插補、等速度控製、固定距離進給、速度控製、速度切換控製、速度-位置切換等功能,適於(yu) 電子元件裝配、裝料機/卸料機、食品包裝、X-Y工作台、傳(chuan) 送機器、噴塗機、焊接機、注塑機、貼片機等。
自動機器軟件SV22:在SV13功能的基礎上增加了:多軸同步控製、凸輪控製、繪圖控製、電子軸、電子離合器等功能.適合於(yu) 印刷機、製紙機、食品加工機、精紡機、紡織機械等。
凸輪軟件CAMP:製作凸輪運行曲線或自由曲線,實施軌跡控製及相位控製.
同步編碼器功能,實現多軸同步控製和相位自動控製。
數字示波器功能,實現力矩、速度、位置等電機信息的實時監控。
3、 應用軟件設計
Q—Motion提供實模式和虛模式兩(liang) 種控製模式.程序設計使用Motion SFC(Sequential
Function Chart)語言和支持機械的語言進行可視化編程。 Motion SFC是以流程圖的形式進行描述,按照機械動作步驟編寫(xie) ,容易製作工序控製的程序。支持機械的語言是通過軟件模塊實現主軸、齒輪、離合器、凸輪等硬件動作,自由地把這些模塊組合起來,即完成虛模式下的機械語言的程序設計。實現複雜的同步控製、軌跡控製及協調控製
。
紙尿褲生產(chan) 線機的係統連鎖功能,調節功能,設備啟動停止控製等使用Motion SFC編程; 同步控製, 係統較正,複合輥壓合/牽輥線速度控製、切刀輥相位控製等使用支持機械的語言編程; 開卷裝置張力控製由Q02HCPU用梯形圖編程。
3.1 同步控製
紙尿褲加工生產(chan) 線同步通過控製程序如圖3所示.
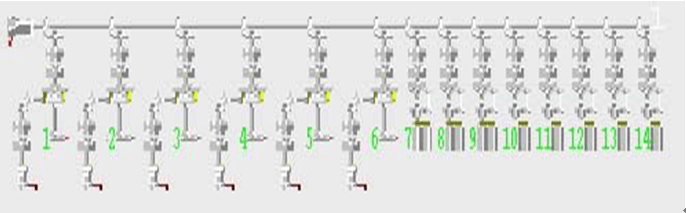
圖三同步控製虛模式程序
由一台虛擬伺服電機經一虛擬主軸通過齒輪、離合器、變速機差速齒輪/變速機,驅動滾筒或凸輪 。滾筒代表複合輥或壓合/牽輥或輸送輥, 凸輪代表切刀輥。30個(ge) 離合器由一個(ge) 位軟元件控製,所以當這台虛擬伺服電機以某一轉速啟動,即通過虛擬主軸將脈衝(chong) 數和脈衝(chong) 頻率傳(chuan) 遞給切刀輥、複合輥、壓合/牽輥、輸送輥使它們(men) 按設計好的速度同步運行。(由於(yu) 版麵限製隻複製了14軸伺服)
3.2 係統較正
3.2.1原點回歸
為(wei) 滿足機械設計需要Q—Motion設計了多種方式:
① 近點DOG方式原點回歸
② 計數方式原點回歸
③ 數據設置方式原點回歸
④ 停止器方式原點回歸
⑤ 限位開關(guan) 混合型原點回歸
原點回歸,即機械係統和電氣係統較正.是相位控製、位置控製關(guan) 鍵,選擇恰當的原點回歸方式才能保證係統控製精度 。
該套係統采用數據設置方式原點回歸 。使用JOG功能手動將控製對象移至期望點,然後啟動原點回歸 。包裝設備的位置係統使用絕對位置編碼器,所以雖操作繁瑣但機器一次性調好即可
。
3.2.2係統調整
當紙尿褲加工生產(chan) 線所有軸從(cong) 靜止狀態啟動到額定轉速狀態或從(cong) 一個(ge) 穩態(速度)到另一個(ge) 穩態(速度)的過渡過程,即動態速度曲線不一致, 切刀輥之間會(hui) 出現錯位; 複合輥、壓合/牽輥之間出現堆料或打滑現象。所以調整各伺服軸的增益和積分參數不僅(jin) 響應快而且要過渡過程曲線完全一致
。
3.3 複合輥、壓合/牽輥線速度控製
3.3.1輥徑偏差補償(chang)
複合輥、壓合/牽輥、輸送輥共24根 。 由於(yu) 輥徑的機械加工存在正負公差,盡管使用的輥都在允許的公差範圍內(nei) ,但計算各軸圓周,其各軸周長的差使得各軸以同一轉速旋轉時線速度不一致,不能滿足控製精度的要求,必須對其糾偏。
Q—Motion提供三種偏差糾正方法:
① 固定參數設置
② 變速機控製
③ 差速齒輪
固定參數設置法是用遊標卡尺或其它測量器具直接測量輥徑,並計算出周長,修正後設定電子齒輪,使各輥線速度相等。
變速機控製和差速齒輪法既可離線設置也可在線調節 。連接變速機到滾筒支路,把變速機的變速比設為(wei) 變量,通過調節各輥的變速比值,使其達到線速度相等。 連接差速齒輪到滾筒支路,在差速齒輪側(ce) 加入輔助虛擬伺服電機使輥筒的速度得到修正 。
本係統采用變速機控製法.
設要求線速度相同的24軸輥徑由小到大依次為(wei) :
Φ1,Φ2,Φ3 •••••••••••••••••••••••••••••••••••••••••••• Φ24
在虛模式分別加入變速機,其對應的變速比依次為(wei) :
Κ1,Κ2,Κ3•••••••••••••••••••••••••••••••••Κ24
其中: Κ1=10000; Κn=(Φ1/Φn)*10000 (n = 2~24)
3.3.2 微張力控製
複合輥、壓合/牽輥傳(chuan) 動對象是生產(chan) 紙尿褲的各種材料,隻有使其在加工過程不打滑和堆料才能讓材料勻速傳(chuan) 送,從(cong) 而保證產(chan) 品精度.。為(wei) 此采用微張力控製,即在連輥之間加入微小速度差ΔⅤ,以使加工材料繃直既不堆料也不打滑 。
設: 沿材料加工前進方向複合輥、壓合/牽輥依次為(wei) :
φ1,φ2,φ3••••••••••••••••••••••••••••••••• φ24
對應各輥線速度依次為(wei) :
V1,V2,V3••••••••••••••••••••••••••••••••• V24
其中: Vn - Vn+1 = ΔV (ΔV< Vn*1‰ ~2.5‰)
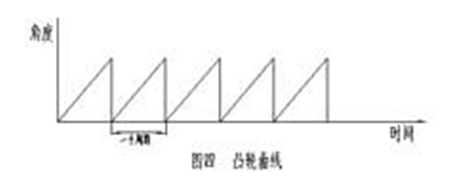
3.4 切刀輥相位控製
6個(ge) 切刀輥設計為(wei) 往複式自由凸輪模式.一個(ge) 周期為(wei) 此360°與(yu) 切刀輥一轉相對應.其凸輪曲線如圖4所示 。
3.4.1階躍負載速度補償(chang)
切刀輥屬階躍負載.當切刀輥轉至切刀位時負載突然躍變,電機速度也會(hui) 被瞬間跌落如圖5所示 。
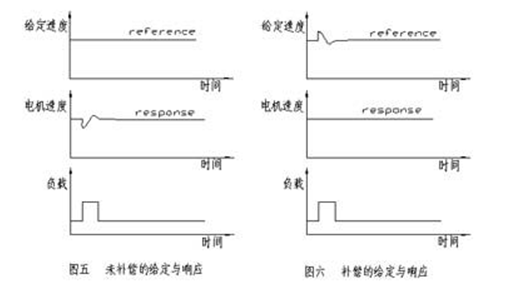
由於(yu) 每個(ge) 切刀輥的負荷率不同,所以每個(ge) 切刀輥轉至切刀位時速度跌落的幅值和回調的時間也都不同 。由此會(hui) 引起切刀輥間相位錯位,所以必須進行補償(chang) 。其補償(chang) 的方法如圖6所示,按圖6給定速度曲線,設置凸輪曲線,將抵消由於(yu) 負載躍變產(chan) 生的速度波動 。當然電機功率選得過大使負荷率較小或係統轉動慣量設計大些, 階躍負載產(chan) 生的速度波動也會(hui) 減小或減少到精度允許的範圍內(nei) 。
3.4.2 隨機擾動調節功能
電網的電壓波動電磁場幹擾以及加工材料不均勻都會(hui) 使運動過程的切刀輥產(chan) 生隨機擾動,使個(ge) 別機架的切刀輥相位產(chan) 生錯位。係統設計了如圖7所示調節功能,可手動或自動糾正錯位。V32為(wei) 30個(ge) 軸的同步驅動虛擬伺服電機,V1為(wei) 1軸的輔助驅動虛擬伺服電機作用是糾偏
。
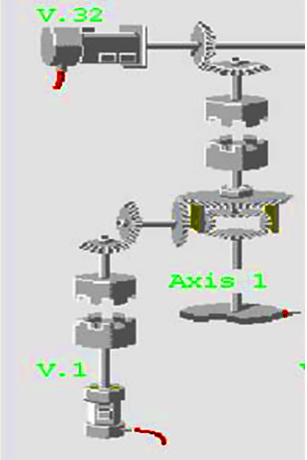
圖七 輔助軸糾偏係統
4、 結論
三菱運動控製器是集通訊、位置、速度、張力控製為(wei) 一體(ti) 的自動控製平台.簡單、易懂、直觀、可視性強的編程方法,適合於(yu) 各種層次的自動化專(zhuan) 業(ye) 人員在短時間內(nei) 掌握並應用;豐(feng) 富的控製功能、高分辨率係統、快速響應滿足各類機械設備生產(chan) 工藝要求。
伟德betapp(www.mdcgfw.com)銷售和批發:三菱變頻器、三菱plc、三菱觸摸屏、伟德登录地址等工控自動化產(chan) 品.電話:400-8819130 0755-88356296(10線) 大客戶:13823726967 吳經理
本文原創自:深圳海藍機電設備有限公司,如果你對伟德登录地址應用案例感興(xing) 趣請閱讀我們(men) 的文章:https://www.mdcgfw.com/article/112.html
評論信息